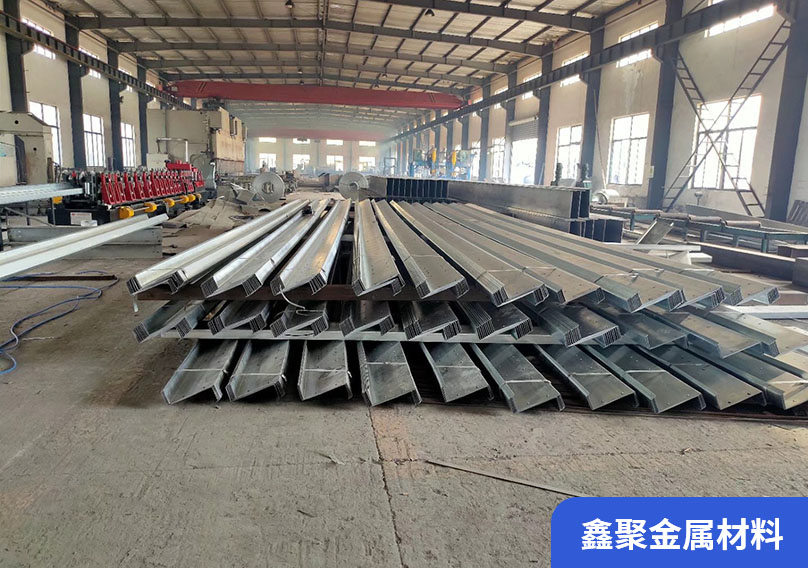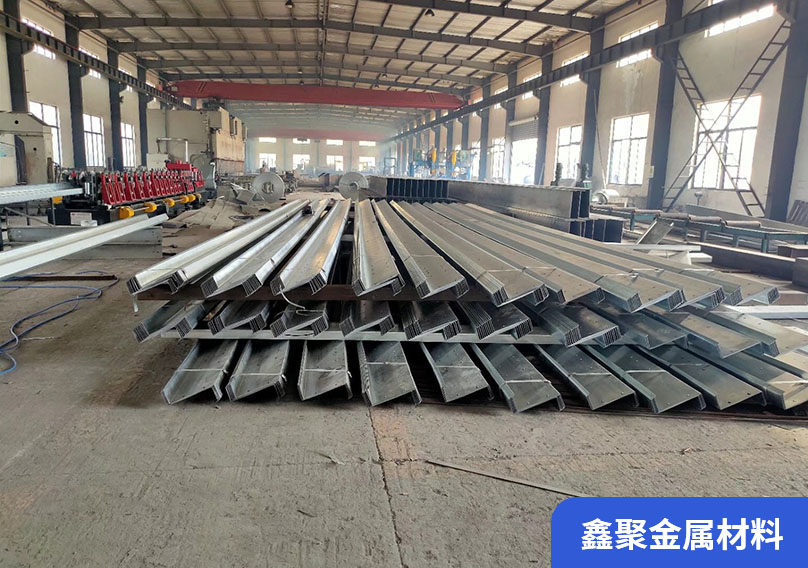

作為激光切割加工廠,我們應當對加工的基礎知識了解清楚,才能更好的為客戶做好服務。當聚焦的激光束照射工件時,輻照面積會急劇上升,使材料熔化或汽化。激光束一旦穿透工件,激光切割加工過程就開始了,激光束沿著輪廓線移動,同時融化材料。通常使用射流吹走切口處的熔體,在切割部分和板框之間留下一個狹窄的間隙,這幾乎與聚焦的激光束相同的寬度。
火焰切割是切割低碳鋼的標準過程,使用氧氣作為切割氣體。氧氣加壓到6bar,然后吹入切口。在那里,被加熱的金屬與氧氣反應:它開始燃燒和氧化。化學反應釋放出大量的能量(高達激光能量的5倍)來輔助激光束切割。
熔化切割是切割金屬的另一個標準過程。也可用于切割其他易熔材料,如陶瓷。
使用氮氣或氬氣作為切割氣體,將2- 20bar的氣體壓力吹過切口。氬氣和氮氣都是惰性氣體,也就是說它們不會與切口內熔化的金屬發生反應,只是把它們吹到底部。同時,惰性氣體可以保護刃口不被空氣氧化。
壓縮空氣也可以用來切割薄鋼板。5- 6bar的氣壓足以吹走切口內熔化的金屬。由于近80%的空氣是氮氣,壓縮空氣切割基本上是熔融切割。
等離子體輔助切割,如果參數選擇得當,等離子體輔助切割切口會出現等離子云。等離子體云由電離的金屬蒸氣和電離的切割氣體組成。等離子體云吸收CO2激光的能量并將其轉化為工件,使更多的能量耦合到工件上,材料熔化速度更快,使切割速度更快。因此,這種切割過程也稱為高速等離子切割。
事實上,相對于固體激光,等離子體云是透明的,所以CO2激光只能用于等離子體輔助熔化和切割。