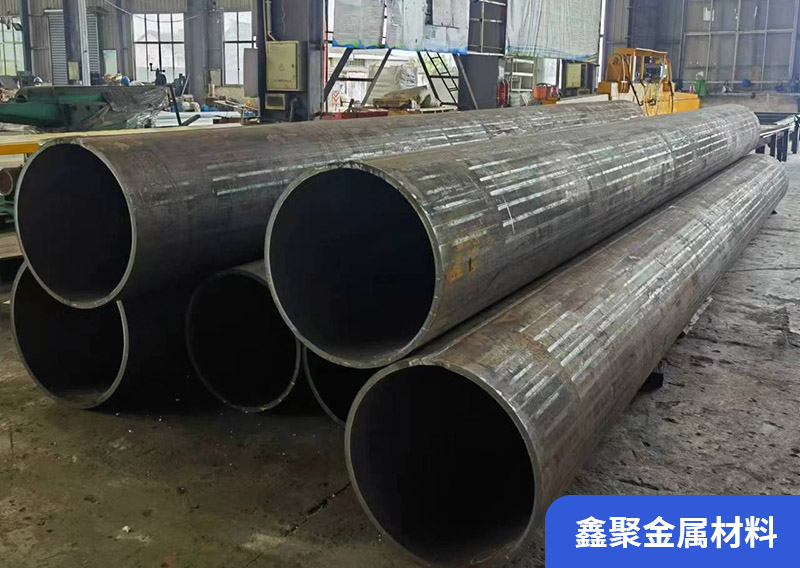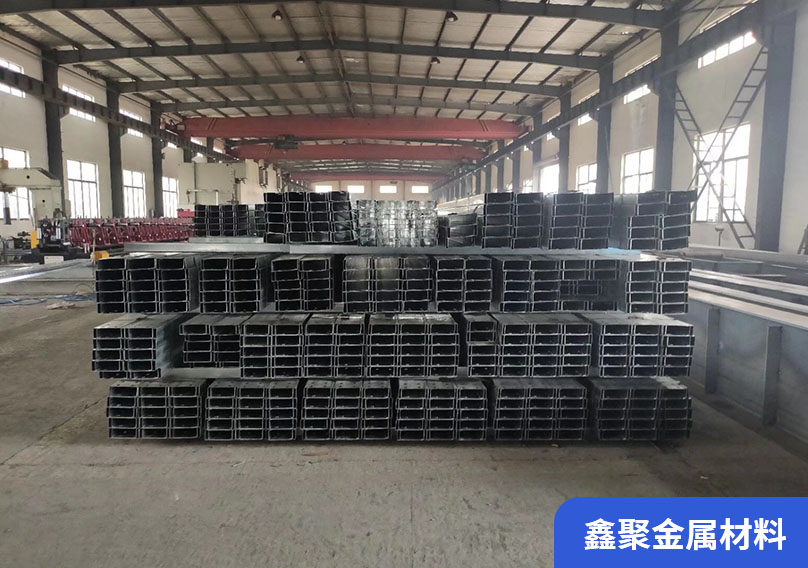

大型卷圓加工卷制的圓桶直徑小(即曲率半徑小)、壁厚,用四輥卷板機卷制前應制做一圓弧樣板,邊預彎邊用樣板檢查預彎弧度,應稍多彎曲一點,但不要太多,這一步應過細一點。這樣卷出來的筒體很接近標準圓筒尺寸,對下一步矯圓操作就容易多了(也可通過計算四輥的升降高度預制出符合要求的預彎弧度,但計算過程比較復雜)。
如果在卷圓加工時候預彎時量過大或不足,在焊接完成后,均可用一圓弧斜鐵在卷板機上,對噘嘴或內陷處的焊縫進行墊校即可卷制出合格的筒體。
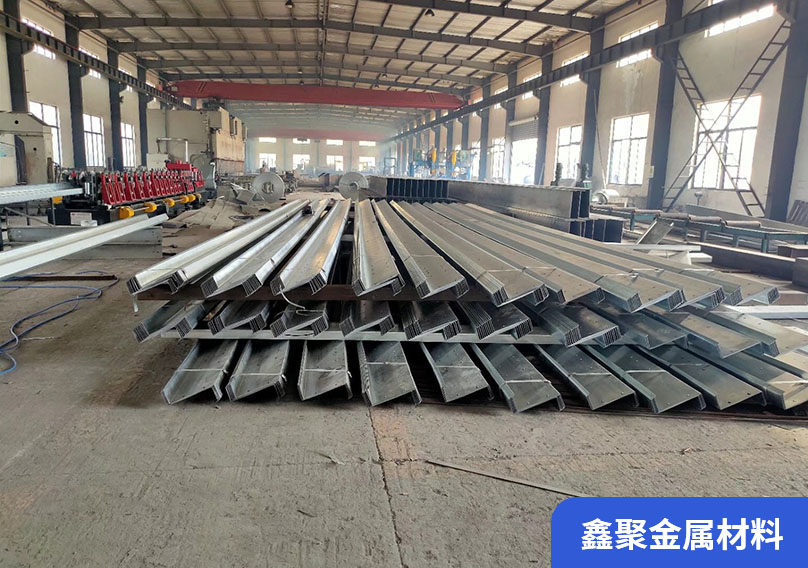
卷圓加工環節對于管節的卷制
1.在卷圓加工過程中應防止板材表面損傷,對有嚴重傷痕的部位必須進行修磨使其圓滑過渡且修磨處的壁厚不得小于設計厚。?
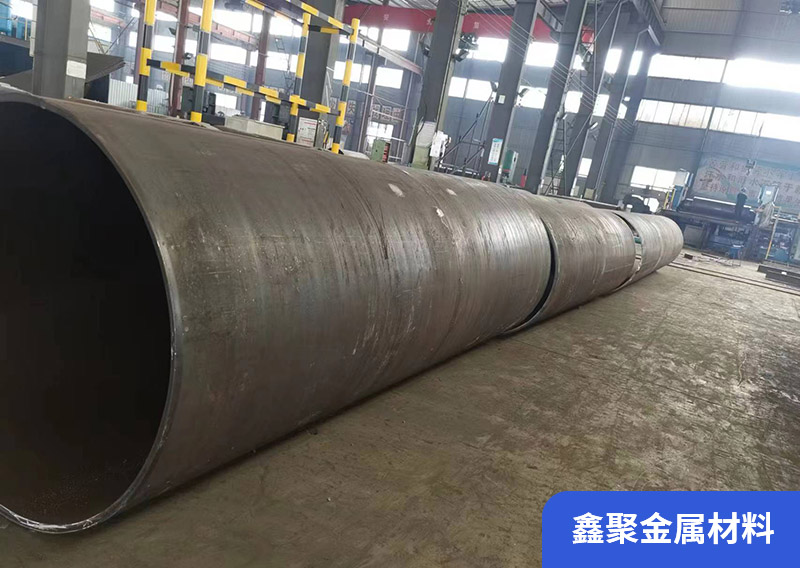
2.鋼板卷管采用一次性成型工藝,卷制時先將鋼板兩頭壓彎,直徑應小于卷管直徑然后調整滾床壓力,分二到三次卷制鋼管。?
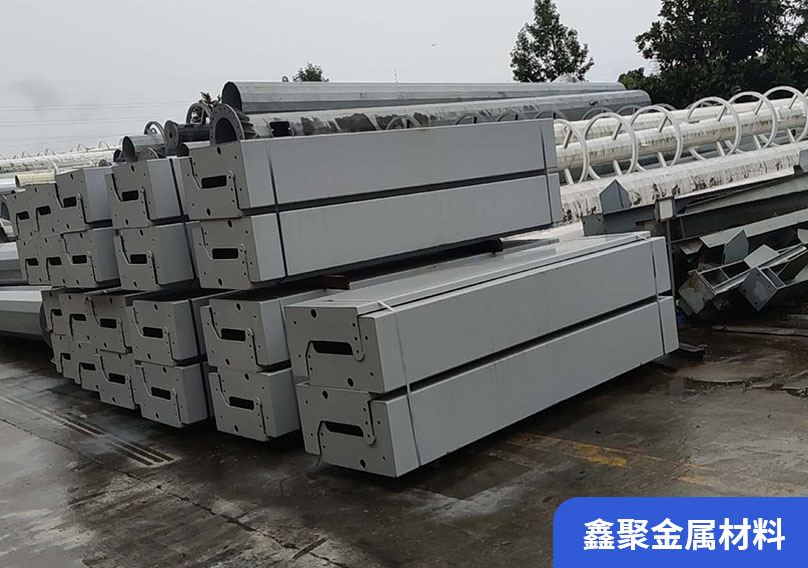
3.將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊。
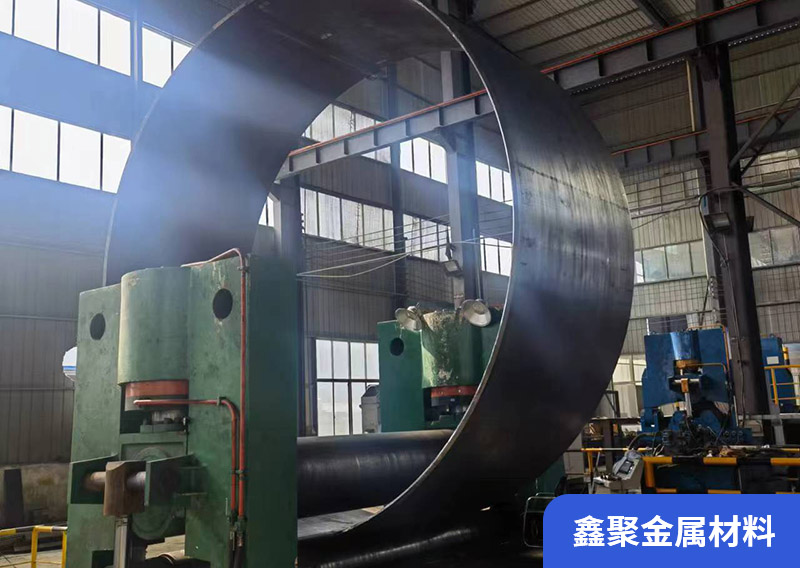
4.對焊接完的管節進行第二次滾圓,卷管的校圓樣板的弧長應為管子周長的1/6~1/4;
樣板與管內壁的不貼合間隙應符合下列規定:?
4.1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。?
4.2離管端200mm的對接縱縫處不得大于2mm。?
4.3其他部位不得大于1mm。?
4.4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。?
4.5焊縫不能雙面成型的卷管,當公稱直徑大于或等于600mm時,宜在管內進行封底焊。