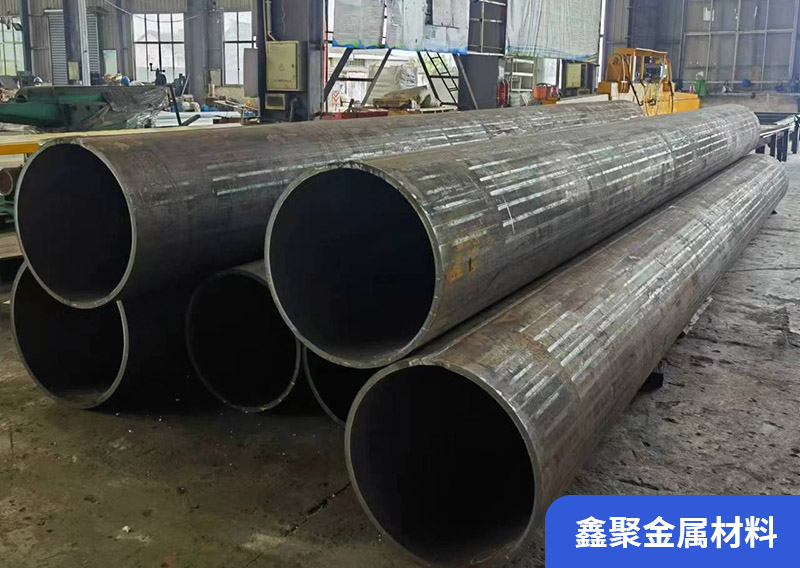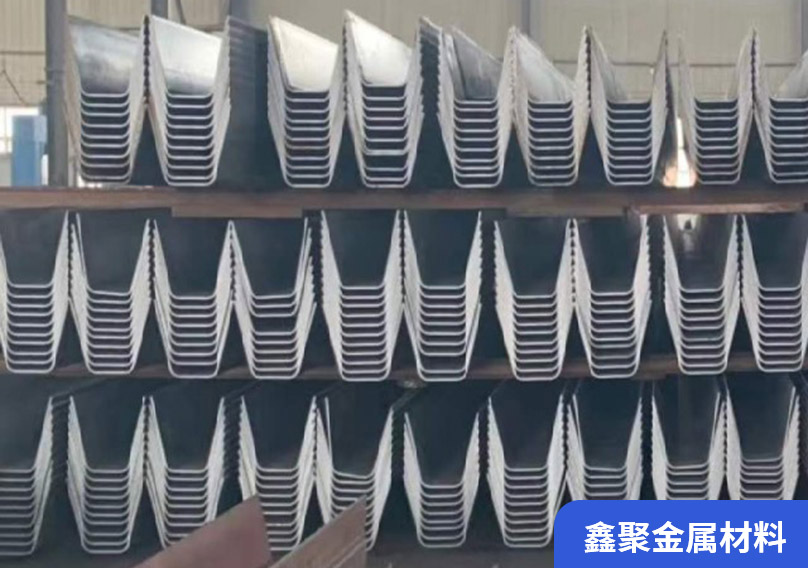

卷圓加工工藝過程中帶預彎和不帶預彎的主要指的是接口處的直邊,不預彎卷圓加工出來的工件接口處有一段直邊,不夠圓,預彎后卷的圓筒對接處沒有直邊,都是標準的圓弧。不預彎就會有直邊利用對稱三輥卷板機不預彎卷圓的工藝方法幾乎沒有直邊,下面就給大家介紹一種快速成型不預彎卷圓加工的方法卷制過程主要工序是:坯料準備一卷扁圈一焊接縱縫一矯圓
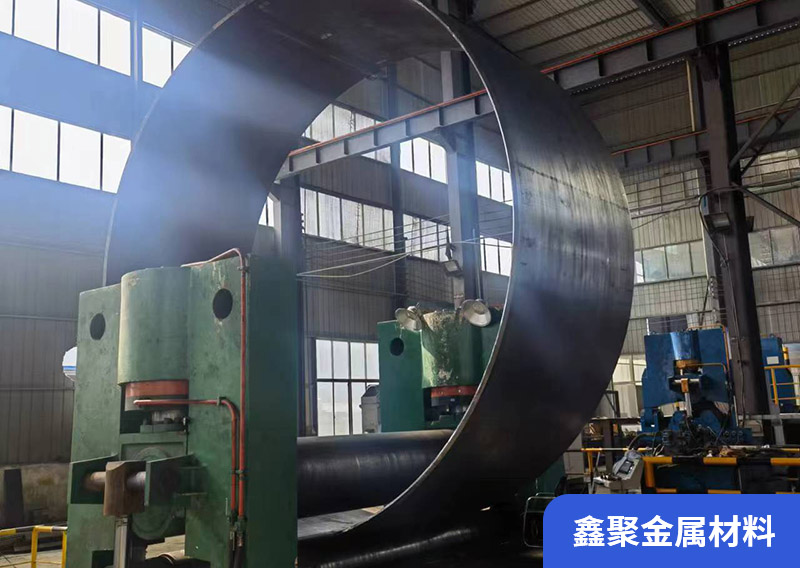
具體的卷制方法主要是在卷板機上將鋼板坯料卷制成扁圓形:
(1)將坯料在長度方向的中間部位畫一條線,作為控制線;
(2)分別將坯料兩半卷成兩半圓,不難看出,扁圓的直線段部分正是剩余直邊部分。
大型卷圓加工主要的是控制錯移,為此要準確地對中和保持母線與軋輥的平行。在卷扁圓時,還容易發生過卷現象,這時只好將它拉開后進行點焊。卷后的外形一般應使對接處稍凹下些,不要凸出。
矯正:卷圈后要進行矯圓,矯圓是在對接口焊接縱縫雙面焊后再到卷板機上矯圓。矯圓比卷圓難度大,而且費時,其具體方法為:
(1)先用上軋輥對扁圓的直線段反復輥卷,兩直線段交替進行;
(2)用上輥對全周周進行反復輥卷,上輥壓下量與抬起量可先調整好。
矯圓前的對接口內、外焊縫加強高不要超過1 mm,否則矯圓時會發生跳動,對卷板機損害較大。
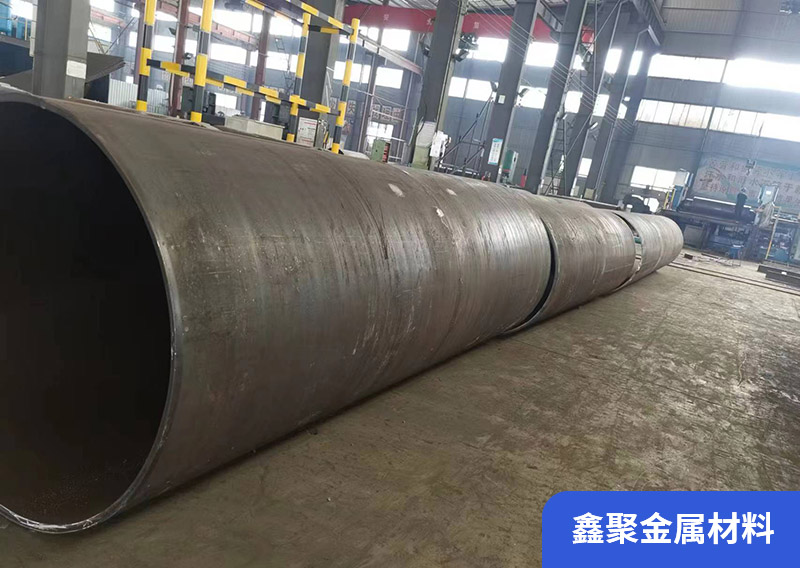
這種方法卷制出來的圓筒圓度偏差很小,橢圓度可控制在3mm以內。但由于需經過兩次輥卷,矯圓費時,生產率相對較低。如果沒有預彎的設備、工具,單件或成批生產圓筒形工件時,該方法不失是一種好方法,而且大大節約了材料。該方法應用范圍:卷成扁圓后的半圓直徑應大于或等于卷板機能卷制圓筒的小直徑。